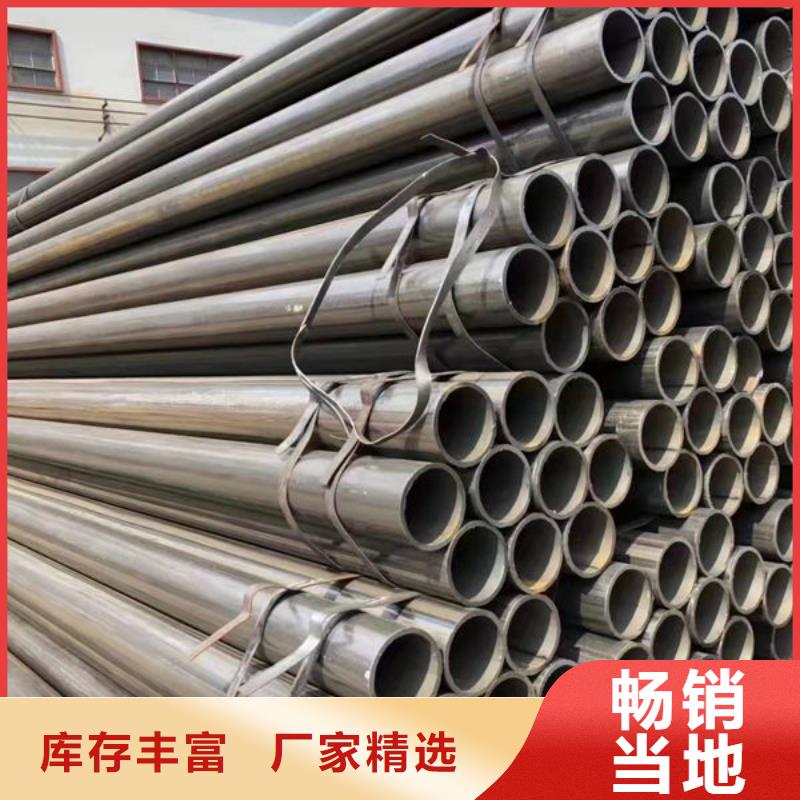
不锈钢无缝管是耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的钢管。又称不锈耐酸钢管。不锈钢无缝管的耐蚀性取决于钢中所含的合金元素。铬是使不锈钢获得耐蚀性的基本元素,当钢中含铬量达到12%左右时,铬与腐蚀介质中的氧作用,在钢表面形成一层很薄的氧化膜(自钝化膜),可阻止钢的基体进一步腐蚀。除铬外,不锈钢无缝管常用的合金元素还有镍、钼、钛、铌、铜、氮等,以满足各种用途对不锈钢组织和性能的要求。不锈钢无缝管是一种中空的长条圆形钢材,广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。也常用作生产各种常规武器、枪管、炮弹等。
常见的钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
从焊接工艺来看。不管是直缝钢管还是螺旋钢管,这两者的焊接方式都是相同的。但是在实际的焊接过程当中,直缝焊管往往会出现大量的T形焊缝,在这样的焊缝的地方,往往会有一些残余应力,虽然这对使用没有太大影响,但是也正是因为这些残余应力加大了直缝钢管出现裂缝的可能性。从根本上来说,螺旋钢管或者直缝钢管都是焊接钢管的一种,因为两者的优越性能,这两种钢材广泛的应用在各项工程当中,当然因为两者生产工艺不同,在实际的使用过程当中还是有很大的区别的,直接导致了两种钢管的使用范围有了很大的不同。相对于螺旋钢管来说,直缝钢管的制作工艺要简单很多,直缝钢管的生产工艺主要分为两种,一种是高频焊接直缝钢管,还有一种是埋弧焊直缝钢管。正是因为直缝钢管的生产工艺简单的这些特性,所以直缝钢管的生产效率很高,成本较低,而且发展的速度也是十分迅速。